歡迎來到新型全自動數控滾絲機廠家官網--衡水安達機械設備有限公司

誠信為本 品質為先
專注新型全自動數控滾絲機、冷擠壓機、鋼筋彎曲機、鐓粗機
李經理:18632802355
專注新型全自動數控滾絲機、冷擠壓機、鋼筋彎曲機、鐓粗機
李經理:18632802355
下列信息內容就是說有關在鋼筋套筒連接絲頭生產加工普遍的難題,下邊追隨生產廠家一起來看一下吧。
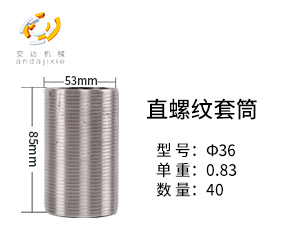
鋼筋套筒
(1)同批鋼筋套筒聯接絲頭外螺紋長度誤差增加
缺點造成緣故:
1建筑鋼筋裝卡精準定位不精確或不可以確保反復精度等級
2行程安排限位開關調節不適合或行程安排現位反復精密度過低
3建筑鋼筋卡緊鉗損壞無法卡死建筑鋼筋或實際操作職工沒有扣緊建筑鋼筋
4機器設備可靠性差,滾絲組織軸向晃動大導致行程安排限位開關不靈或緩慢
改正對策:
1建筑鋼筋裝卡及時或確保反復精度等級
2調節行程安排限位開關或拆換反復高精度的行程安排
3拆換損壞的建筑鋼筋卡緊鉗
4調節機器設備及拆換有關的零配件
(2)鋼筋套筒聯接絲頭牙型不圓潤表層凸凹不平
缺點造成緣故:
1建筑鋼筋對接焊縫基圓直徑偏小,建筑鋼筋因冷軋不當之處而造成的移位或不圓。
2在滾軋全過程中因為金屬材料的流通性不夠而導致表層凸凹不平。
3滾絲機內的滾絲輪環槽崩損
4機器設備在無潤化或潤滑劑長期性應用霉變無效情況下工作中
改正對策:
1因為建筑鋼筋生產制造誤差自身導致是外螺紋外型缺點,應詳細情況深入分析。
2建筑鋼筋絲頭主要參數設計方案時要依據建筑鋼筋的外徑有效明確,在建筑鋼筋絲頭外螺紋尺寸公差范圍之內,將建筑鋼筋絲頭外螺紋中乾適度調小。
3針對剝肋滾軋加工工藝,可適度將剝肋后的直徑規格略微調高一些。
4應立即拆換滾絲輪及有關零配件。
(3)鋼筋套筒聯接絲頭合理外螺紋規格檢測時通規旋緊到規范部位,止規入選長短超過3P
缺點造成緣故:
建筑鋼筋絲頭生產加工主要參數沒有調節好。
改正對策:
立即調節機器設備,直到建筑鋼筋絲頭及格側后方可大批量生產。
(4)鋼筋套筒聯接絲頭合理外螺紋規格檢測時旋緊長短貼近3P,通規旋緊不上規范部位。
鋼筋套筒
缺點造成緣故:
1機器設備彎曲剛度不夠,使支承構件在外螺紋滾軋全過程中支承而造成微量分析形變。
2滾絲輪總體設計不科學
3針對帶肋滾軋加工工藝,建筑鋼筋基圓直徑稍大時也會出現此狀況。
改正對策
1對機器設備支承構件開展有效設計方案,提升其抗壓強度。
2依據光潔度狀況和滾絲頭構造,有效設計方案滾絲輪。
左右信息內容解讀的就是說有關鋼筋套筒聯接絲頭生產加工中常會碰到的難題,期望左右內容給大伙兒產生協助。
衡水安達機械設備有限公司是主要生產建筑鋼筋連接設備及鋼筋直螺紋套筒,為您提供HGS-40B型鋼筋直螺紋(剝肋)滾絲機,螺旋升角(剝肋)直螺紋滾絲機及各種型號鋼筋連接套筒等優質產品。聯系電話:18632802355
 ?
? ?
? ?
? ?
? ?
? ?
? ?
? ?
?